Giữ ổn định phát hiện rò rỉ lon bia thủ công
Trong bao bì bia thủ công, một khiếm khuyết nhỏ trong quá trình niêm phong có thể ảnh hưởng đến độ tươi, khả năng giữ ga và lòng tin của khách hàng.Máy phát hiện rò rỉ lon bia thủ công được thiết kế để hỗ trợ kiểm tra trực tuyến liên tục bằng cách kiểm tra chất lượng niêm phong, xác định sản phẩm lỗi và loại bỏ chúng khỏi dây chuyền sản xuất. Kết quả ổn định vẫn phụ thuộc vào nhiều hơn chỉ bản thân thiết bị kiểm tra. Môi trường xung quanh, cách bố trí băng chuyền, nguồn điện, khí nén và độ ổn định của lon đều ảnh hưởng đến mức độ nhất quán của kết quả.

Tại Sao Điều Kiện Vận Hành Lại Quan Trọng
Một máy phát hiện rò rỉ lon bia thủ công hoạt động trong môi trường sản xuất khắt khe, nơi độ ẩm, thay đổi nhiệt độ, rung động và khoảng cách không đồng đều có thể ảnh hưởng đến độ ổn định của quá trình kiểm tra. Đối với các nhà máy bia, mục tiêu không chỉ là phát hiện các lon bị lỗi mà còn giảm thiểu các trường hợp loại bỏ sai có thể tránh được. Duy trì máy trong các điều kiện vận hành được chỉ định giúp bảo vệ quá trình thu nhận hình ảnh, phản hồi của cảm biến và thời gian loại bỏ trong quá trình sản xuất tốc độ cao.
Hệ thống được thiết kế để kiểm tra trực tuyến không tiếp xúc và kiểm tra nắp chai 360 độ. Nó có thể phát hiện kịp thời các khuyết tật về niêm phong, giúp đội ngũ sản xuất ứng phó với các vấn đề của máy niêm phong trước khi các sản phẩm lỗi tích tụ. Điều này làm cho máy phát hiện rò rỉ lon bia thủ công đặc biệt hữu ích trên các dây chuyền nơi chất lượng sản phẩm và tính liên tục của dây chuyền phải được quản lý đồng thời.
Môi trường dây chuyền ổn định cũng hỗ trợ hiệu suất ngưỡng lặp lại. Khi lon di chuyển qua khu vực kiểm tra với khoảng cách đều đặn và ít bị xáo trộn, máy có thể đánh giá từng sản phẩm chính xác hơn. Điều đó làm giảm các can thiệp không cần thiết và giúp kết quả kiểm tra phản ánh chất lượng niêm phong thực tế thay vì điều kiện dây chuyền không ổn định.
Yêu cầu về Môi trường cho Kiểm tra Ổn định
Phạm vi độ cao khuyến nghị là 5–3000 m so với mực nước biển. Duy trì trong phạm vi này hỗ trợ vận hành ổn định trong điều kiện khí quyển bình thường. Đối với các nhà máy ở độ cao lớn hơn, quá trình vận hành thử cần chú ý kỹ đến ngưỡng kiểm tra và hiệu suất thực tế của dây chuyền.
Nhiệt độ vận hành yêu cầu là 5°C–40°C. Kiểm soát nhiệt độ rất quan trọng vì thiết bị kiểm tra bao gồm camera, đèn chiếu sáng, cảm biến, điện tử điều khiển và các bộ phận xử lý. Sự thay đổi nhiệt độ đột ngột có thể ảnh hưởng đến tính nhất quán của việc phát hiện, vì vậy Máy phát hiện rò rỉ lon bia thủ công nên được lắp đặt trong khu vực sản xuất có kiểm soát, thay vì tiếp xúc với nhiệt độ quá cao, quá thấp hoặc chuyển đổi nhanh.
Độ ẩm tương đối nên được duy trì ở mức 50%–65% RH. Phạm vi này giúp giảm các vấn đề liên quan đến độ ẩm và điều kiện quang học không ổn định. Vì môi trường nhà máy bia có thể bao gồm các khu vực làm mát, rửa hoặc dễ ngưng tụ hơi nước, điểm kiểm tra nên được giữ không có giọt nước có thể cản trở quá trình kiểm tra bằng camera.
Điều kiện tại nhà máy cũng quan trọng không kém. Khu vực sản xuất phải đáp ứng tiêu chuẩn quốc gia về độ phẳng và khả năng chịu tải của sàn. Sàn phẳng và ổn định giúp ngăn chặn rung động cơ học truyền vào khu vực kiểm tra. Nếu băng tải hoặc khung kiểm tra di chuyển trong quá trình vận hành, việc chụp ảnh và tín hiệu loại bỏ có thể trở nên kém ổn định.
Sau khi giao hàng, thiết bị và phụ tùng thay thế cần được bảo quản theo tiêu chuẩn quốc gia. Cần thực hiện bôi trơn và bảo dưỡng thích hợp trong quá trình bảo quản để ngăn ngừa ăn mòn, hư hỏng bề mặt hoặc biến dạng có thể ảnh hưởng đến lắp đặt, vận hành thử hoặc vận hành trong tương lai.
Quy trình kiểm tra hoạt động như thế nào
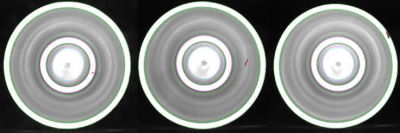
Máy phát hiện rò rỉ bia thủ công sử dụng camera độ phân giải cao kết hợp với ống kính bao quanh 360 độ để chụp ảnh khu vực kiểm tra niêm phong. Hệ thống đầu tiên xác định chính xác vị trí nắp, sau đó thiết lập một vùng phát hiện hình tròn dọc theo mép thành lon trong ảnh. Nếu nắp được niêm phong kém, giá trị xám trong vùng phát hiện đó sẽ thay đổi rõ rệt. Khi giá trị vượt quá ngưỡng đã cấu hình, sản phẩm được xác định là lỗi và bị loại bỏ.

Quy trình không tiếp xúc này tránh can thiệp vật lý vào lon trong khi hỗ trợ giám sát trực tuyến liên tục. Hệ thống bao gồm tủ phân phối, mô-đun phát hiện và thiết bị loại bỏ. Thành phần điện của nó bao gồm máy tính công nghiệp xử lý hình ảnh, camera, ống kính, DSP, màn hình cảm ứng, bộ điều khiển nguồn sáng, nguồn sáng và các thành phần I/O camera liên quan. Cùng nhau, các bộ phận này hỗ trợ chụp ảnh, xử lý, tương tác với người vận hành và loại bỏ sản phẩm lỗi.
Yêu cầu lắp đặt mà các nhà máy bia cần xác nhận
Trước khi lắp đặt Máy phát hiện rò rỉ lon bia thủ công, dây chuyền sản xuất cần cung cấp băng tải xích đơn hàng có đoạn thẳng dài ít nhất 1,8 mét. Băng tải cần để lại lối đi thông thoáng xung quanh khu vực cổ chai hoặc cổ lon và phải vận hành không có rung động rõ rệt hoặc giọt nước tại điểm kiểm tra.
Độ nghiêng của băng tải kiểm tra không được vượt quá 20°, và các lon phải duy trì khoảng cách 3–5 mm. Khoảng cách phù hợp hỗ trợ kích hoạt ổn định và ngăn chặn sản phẩm chồng lên nhau làm gián đoạn quá trình chụp ảnh. Nếu khu vực cổ lon có rung động đáng kể, cần lắp đặt thiết bị kẹp 60–80 mm để ổn định sản phẩm trong quá trình kiểm tra.
Điều kiện sản xuất bao gồm nguồn điện một pha 220V, 50Hz, tổng công suất tiêu thụ khoảng 0,5 kW và điện áp điều khiển 24 VDC. Chức năng loại bỏ yêu cầu khí nén trong phạm vi 4–12 bar, với khách hàng cung cấp kết nối khí từ nguồn đến thiết bị. Các yêu cầu điện áp đặc biệt cần được chỉ định trước vì chúng có thể ảnh hưởng đến thiết kế hệ thống, thời gian giao hàng và giá cả.
Các cách thực tế để giảm thiểu loại bỏ sai
Để vận hành ổn định, các nhà máy bia nên giữ khu vực kiểm tra khô ráo, duy trì khoảng cách lon đồng nhất và tránh lắp đặt Máy phát hiện rò rỉ lon bia thủ công gần các thiết bị có độ rung cao. Nắp lon cũng cần được xử lý đồng nhất vì tình trạng đóng nắp hỗn hợp hoặc không đồng nhất có thể làm cho việc thiết lập ngưỡng trở nên khó khăn hơn.
Người vận hành nên theo dõi màn hình HMI cảm ứng trong quá trình sản xuất và chỉ điều chỉnh các thông số kiểm tra thông qua các quy trình có kiểm soát. Kiến trúc mô-đun và các giao diện có sẵn của máy hỗ trợ mở rộng hệ thống trong tương lai, trong khi thiết kế chắc chắn của nó nhằm mục đích đơn giản hóa việc bảo trì và giảm gián đoạn vận hành.
Một máy phát hiện rò rỉ lon bia thủ công được lắp đặt tốt giúp các nhà máy bia cải thiện kiểm soát chất lượng niêm phong mà không làm chậm dây chuyền một cách không cần thiết. Khi kiểm soát môi trường, độ ổn định của băng tải, khí nén và thời gian loại bỏ được căn chỉnh phù hợp, hệ thống kiểm tra có thể mang lại kết quả đáng tin cậy hơn và giúp ngăn chặn các lon bị lỗi đến kho lưu trữ, phân phối hoặc người tiêu dùng.
Câu hỏi thường gặp
Môi trường nào được khuyến nghị cho máy phát hiện rò rỉ lon bia thủ công?
Các điều kiện được khuyến nghị là độ cao 5–3000 m, nhiệt độ hoạt động 5°C–40°C và độ ẩm tương đối 50%–65%, với sàn sản xuất phẳng, chịu tải.
Tại sao điểm kiểm tra phải khô ráo?
Các giọt nước có thể gây nhiễu cho quá trình kiểm tra bằng camera và ảnh hưởng đến độ rõ nét của hình ảnh, đặc biệt là xung quanh khu vực phát hiện nắp hoặc thành bên.
Yêu cầu về thiết lập băng tải là gì?
Cần có băng tải xích một hàng với ít nhất 1,8 m đoạn thẳng. Độ nghiêng không được vượt quá 20° và khoảng cách giữa các lon phải duy trì từ 3–5 mm.
Khi nào cần thiết bị kẹp?
Nếu khu vực lon hoặc cổ lon rung động đáng kể tại điểm kiểm tra, cần lắp đặt thiết bị kẹp 60–80 mm để cải thiện độ ổn định.
Cần những tiện ích gì để lắp đặt?
Hệ thống sử dụng nguồn điện một pha 220V, 50Hz, điện áp điều khiển 24 VDC, tổng công suất khoảng 0,5 kW và khí nén 4–12 bar để loại bỏ sản phẩm lỗi.